平野富次郎(平野冨二)が、本木昌造から活字製造事業の経営を受託して、工場の組織と運営面で全面的改革を断行した。その結果、約2ヶ月という短期間で、高品質の活字を安定して、しかも、低価格で製造できる目途を付けた。さらに、本木昌造が大阪と東京に計画した出張活版所で抱えていた諸課題に対して善後策を講じ、活字の需要が見込める東京・横浜において販売を試み、大きな成果を得た。これらについては、本シリーズの2018年7月と2018年8月の投稿で、その概要に触れている。
本稿では、平野富次郎の人生で最大の転機となった本木昌造の活字製造事業の受託とその成果について、先稿と一部重複することもあるが、ここに纏めて紹介する。
その多くは、東京築地活版製造所で編纂した小冊子『長崎活版所東京出店ノ顛末幷ニ継業者平野冨二氏行状』(明治24年3月、初稿)に拠った。そもそも、この小冊子の内容は、本木昌造の協力者である池原香稺と、以前から本木昌造の工場で従事していた2、3人に加えて、平野冨二本人の直話を比較・参考にしたと付記されている。それに加えて、その後に発見された資料や当時の状況を勘案して、補足・修正を行った。
(1)本木昌造の懇願と平野富次郎の条件付き受託
本木昌造は、長崎出島のオランダ人から得た情報をもとに活字製造の基礎技術を開発したが、本格的に実用に供するまでには、まだまだ、多くの課題を抱えていた。たまたま、同様の原理で活字を製造していた上海の美華書館から主任で開発者でもあるウィリアム・ギャンブルを長崎に招いて、長崎県付属の長崎新聞局のために迅速活字製造法の伝習を行い、自らも伝習に協力しながら受講した。
本木昌造は、長崎製鉄所の退職を機に、明治3年(1870)3月、長崎新町に新街私塾を開設した。その運営経費をまかなうためと、維新に際して家禄・扶持を失った地役人や士族たちに職を与えるため、活版所(活版印刷所)と活字製造所とを開いて、活字の製造とその活字を用いた活版印刷により教科書や参考書、教養書の出版を開始した。
しかし、活字を製造しても、粗悪品ばかりが多く、印刷に適した活字を思うように製造することが出来なかった。また、活版で印刷しても、従来の手書き文字を木版とした整版印刷に馴染んだ人々から、必ずしも歓迎されなかった。
このままでは、活版所での活版印刷事業は勿論のこと、新街私塾の経営にも支障を来たす事態に陥ることは明らかであった。身近にいた主な門人たちは、すでに大阪、横浜、京都に開設した活版所に派遣したため、後事を託せる門人は残っていなかった。
明治4年(1871)6月頃、東京出張から戻った本木昌造は、自宅で造船事業の構想を練っていた平野富次郎を招いて、活字製造の事業化が思うように進まないので、これに手を貸してくれないかと要請した。
当初、平野富次郎は、本木昌造が自分の退職を心配してくれたものと思い込み、再三に亘って固辞した。しかし、内情を聴くうちに、本木昌造の窮状を知り、遂に、本木昌造が経営している活字製造事業を引き受けることとなった。
(2)本木昌造の抱えていた課題と要望
当時、本木昌造が抱えていた課題を纏めて整理すると、
① 不良品ばかりが出来て、実用になる活字が僅かしか得られないこと、② 鋳造活字を用いた印刷物が必ずしも世間から歓迎されないこと、③ 事業収入が得られず、経費ばかりが増大し、資金は枯渇寸前となったこと、④ 自身の健康不安を抱えていること、であった。
さらに、副次的なものとして、
⑤ 有能な門人たちを大阪、横浜、京都に派遣してしまい、後事を託す者が居ないこと、⑥ 五代友厚から前金を受けて請負った和訳英辞書の出版が頓挫していること、⑦ 大阪、横浜、京都に開設した出張活版所では、当面、木版での出版とせざるを得ないこと、⑧ 大学・東南校への活字供給の要請を受けて、その対応に苦慮していること、⑨ 東京芝神明前での書肆仲間との活版所設立計画に苦慮していること、など多岐多方面にわたっている。
本木昌造は、どちらかと云えば、学者・研究者肌の人であった。自分の家の一室で職人を使って活字を手作りすることは出来ても、これを工業的に大量に製造するには、別の才覚と能力を必要としていた。本木昌造を慕って集まった門人たちも、知識欲は旺盛であっても、物造りの本質をわきまえず、このようなものは職人にまかせるものだという考えが一般的であった。
これらの課題を解決するため本木昌造が平野富次郎に要望した内容は、
① 活字製造のために設けた工場に関する一切の事を委託すること、② どのような改革をおこなっても構わないので、心置きなく処置して欲しいこと、③ どのような土地で営業しても構わないので、利益の多く得られる土地に移転することが得策と考えること、④ 損益得失の責任を負う覚悟で行なって欲しいこと、⑤ 経営が軌道に乗るようになったら、出資者のために資本償却として5千円を還付して欲しいこと、⑥ 今後の事業運営についてはすべて、従業員一同との協議によって処置すること、であった。
(3)平野富次郎の活版印刷への関り
ここで、本木昌造から活字製造事業を委託された頃の平野富次郎は、活版印刷に関する知識と経験がどの程度あったかを、その経歴から調べて見た。
平野富次郎は、文久1年(1861)、多くの候補者の中から選抜されて長崎製鉄所に入所し、機関方見習いとして機械学の伝習を受けた。その際、長崎製鉄所の御用掛と伝習掛を兼務していた本木昌造から直接指導を受けたことから、誘われて本木一門に加わり、業務の余暇に一門の者たちと共に活版印刷の研究にも携わったと見られる。
長崎で1861年6月22日(文久1年5月15日)に創刊された英字新聞『The Nagasaki Shipping List and Advertiser』の発行に際して、伝習を兼ねて新聞の印刷を手伝った本木一門の逸話がある。その一門の者の中に平野(当時は矢次)富次郎の名前が見られる。
その後は、本木昌造が船長となった長崎製鉄所の蒸気船に機関手として乗組む機会が多く、また、八丈島に漂着して、約5ヵ月間、共に滞在を余儀なくされたこともあり、本木昌造と直接話をする機会も多く、活版印刷研究について多くの話を聴かされたであろうことは推測できる。
しかし、明治2年(1869)3月に平野富次郎が小菅修船場の諸務専任となって以降、長崎製鉄所を退社するまでの間は、業務多忙のため活版印刷研究からは遠ざかっていたと見られる。したがって、その間に行われた上海美華書館のギャンブルによる伝習には直接関わることはなかったと見られる。
(4)平野富次郎の受託条件
平野富次郎が本木昌造から活字製造事業の経営を受託したのは、明治4年(1871)7月10日頃とされている。
平野富次郎が、受託するに当たって付けた条件を箇条書きにして纏めると、
① 引き受ける事業は、当面、活字製造に限り、印刷出版は別扱いとすること、② 本事業をすべて一任して専断を許認し、他者の干渉を排除すること、③ 製造する活字類は希望するものにも販売できるようにすること、④ 活字製造事業を印刷出版事業から分離して、独立採算制とすること、⑤ 後継者を養成して事業の継続を図ること、⑥ 経営が軌道に乗って利益がでるようになったならば、一切を本木家に返還すること、であった。
当時、わが国では活版印刷について一般になじみが薄く、手書き文書をそのままの形で複写する整版印刷(木版摺り)を好み、敬遠する風潮にあった。そのような中で、政府・官公庁が公布する行政文書が多くなるに従い、手早く大量に印刷できる活版印刷が着目されるようになった。また、新聞の普及により、遅滞なく最新の情報を印刷する手段として活字が求められるようになりつつあった。
当初の本木昌造の基本方針は、全国の活版印刷事業を一手に独占し、主要書肆(出版社、書店)を通じて印刷物を販売することであって、これによって得られた利益を全国の職を失った貧窮士族の救済に充てることであった。
このことが活版印刷の普及を妨げる要因の一つとなっていることに着目した平野富次郎は、本木昌造を説得して、広く世間に活字・活版を販売することが活版印刷の普及を促進し、自らの利益を増大させると共に、世間の利便にも貢献することことになることを認めて貰った。
(5)平野富次郎による改革の内容
活字製造事業を引受け、改革を行うに当たって、活字製造に関する最新の知識と情報を本木昌造から説明を受け、ギャンブルから伝授された活字製造上の要点を聴取したと見られる。このとき、ギャンブルから入手していたであろう活字見本広告も参考にしたと思われる。
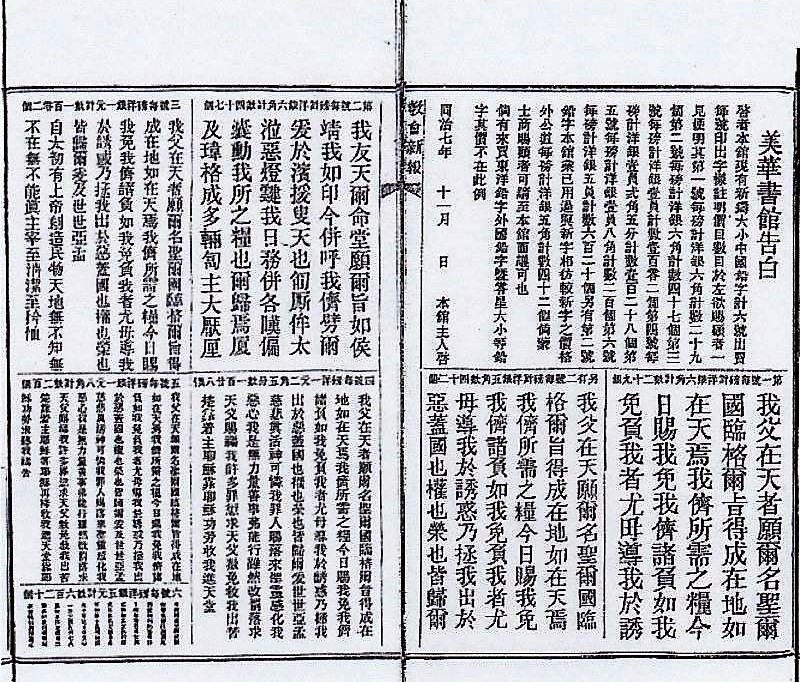
図20-1 上海美華書館の活字見本広告
《『教会新誌』、第16号、同治7年11月(1868年12月)》
この広告では「本館が現有する新鋳の大小中国鉛字6種を販売し、
号ごとに印刷して、重量ポンド当たりの価格と個数を示し、
購入者に一見して便利で明らかになるようにした。(中略)
なお、来館購入するならば、日本鉛字・外国鉛字などもあるが、
ここには価格の表示はない。」と述べている。
ページを4分の1の枠に区切り、枠内に活字のサイズ毎に
キリスト教の「主の祈り」を中国鉛字で印刷している。
字種は一書体のみで、サイズは第一号から第六号まで、
その外に、旧型鉛字の別有二号が表示されている。
この広告は、1868年(明治1年)12月から翌年7月まで、
8回掲載されたが、最後の2回分は別有二号の掲載はない。
長崎の活版伝習では、この広告を教材とした可能性がある。
ちなみに、上海美華書館では号数で活字のサイズを示している。各サイズを比較調査して見ると、第五号を基準として、その倍角(縦に並べた2本分)を第二号、半角(2分の1本分)を第六号としている。また、第三号の1.5倍角が第一号(第三号3本分が第一号2本分)となる。第四号は第三号と第五号との中間サイズであるが、倍角関係はない。このように、美華書館の活字サイズは3種類の異なる基本システムを組み合わせていることが分かる。
第五号は、英語で Small Pica と呼ばれ、1フィートの枠内に80個の活字が並べられるアメリカのブルース・システムを採用している。イギリスのハンサード・システムでは1フィートに83個を基準としており、僅かな寸法差がある。また、イギリスやアメリカの1インチはフランスやオランダの1インチとは僅かではあるが異なっている。
本木昌造は、当初、オランダから活版印刷を学び、幕末になってイギリスのハンサードから新聞印刷を学んだ。明治になってからアメリカのギャンブルから迅速活字製造法を学んでいる。そのため、永年にわたる活字研究の結果として、本木昌造の許には各国の活字サイズシステムが混然としていて、字種・字体も多様なものが残されていたと見られる。
平野富次郎の断行した活字製造上の改革内容は、すでに上海美華書館で実用に供されている製造技術そのものは対象外として、製造の際の管理と運営上の問題に絞られた。その多くが、能力や経験に関係なく失業救済策として採用された従業員であることに起因していると見られることから、教育や訓練は勿論、作業上の管理と運営に着目して改革を断行した。
改革の内容を箇条書きにして纏めると、
① 業務に精励しない者若干名を解雇すること、② 幼年者・老人・身体虚弱者は能力に応じた業務に配置転換すること、③ 出勤・退出の時刻を厳守させ、昼食後の午睡習慣を禁止すること、④ 能力に応じて給料を支払うこと、⑤ 意欲や向上心のある者に褒賞を与えること、などであった。
次に、素人の集まりであることから、
⑥ 仕事を習熟させるために分業制とすること、⑦ 組織を改正して責任の明確化を図ること、⑧ 不良品の発生を少なくするため作業工程の見直しを行うこと、などであった。
また、活字の品質を向上させ、コスト意識を持たせるために、
⑨ 品目ごとに標準見本を作製すること、⑩ 一人の主任者により製品検査を行うこと、⑪ 不合格となった活字類はすべて熔解して地金に戻すこと、などを徹底した。
なお、伝記には記録されていないが、木製の種字から鉛合金製の活字を鋳造するまでには多くの複雑な工程が必要であり、各工程における良否の判断は経験に依存する要素が多かった。当時は未だ外部からの電力供給はなく、蝋や地金の加熱・溶解の際の温度管理や電気メッキ作業での適正層厚管理などは経験を要する感覚に頼るしかなかった。
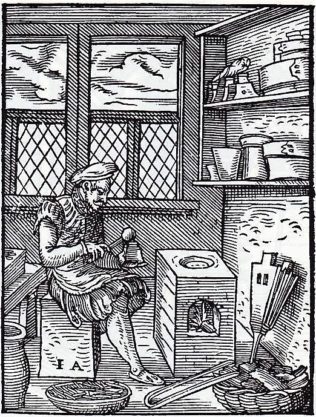 図20-2 16世紀の活字鋳造作業図
図20-2 16世紀の活字鋳造作業図
《Hans Sachs の著書(1568)から引用》
床に置かれた地金熔解炉の焚き口から木炭を継ぎ足しながら
その上にある鍋中の地金の熔融温度を調節し、
右手に持った柄杓で熔融地金を定量掬い取り、
すばやく左手に握った鋳型に熔融地金を注ぎ入れる。
その直後に左手を素早く振り上げて、
地金を鋳型の隅々まで行き渡らせる。
鋳型内で固化した活字素材は、鋳型から外されて、
床上の受け皿に入れられる。
明治初期には、
すでに外国で活字注入ポンプや手廻式活字鋳造機があったが、
長崎の新塾活字製造所では、ほとんどが
16世紀のヨーロッパと同様の鋳造作業であったと見られる。
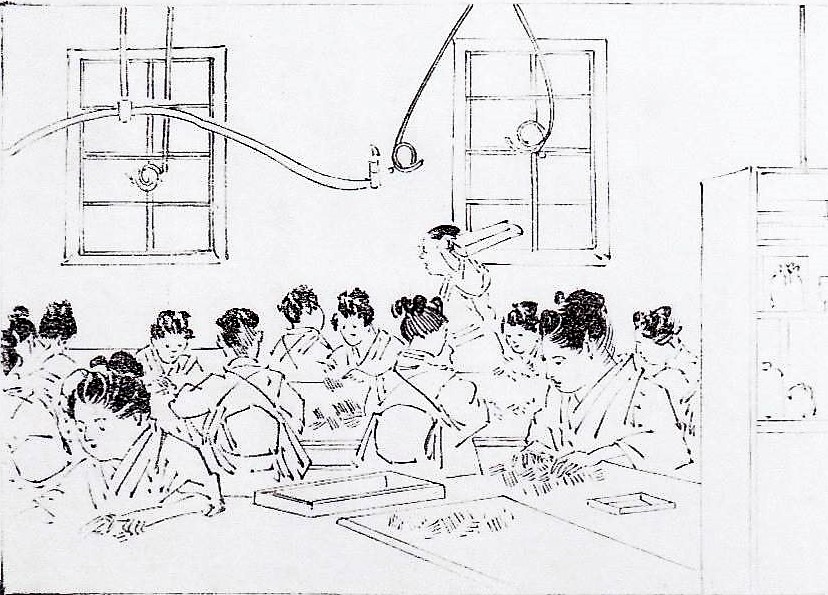 図20-3 活字の仕上げ作業
図20-3 活字の仕上げ作業
《石井研堂著『少年工芸文庫』、第八編、「活版の牧」》
この作業は、活字の側面を砥石で擦って仕上げる作業を示す。
これを「こますり」(駒擦り)と呼び、
もっぱら、女性の仕事とされた。
改革の実行に当たっては、長崎製鉄所における経験と上海美華書館の情報が大いに役立ったと見られる。
具体的には、船舶用の機械や器具は鋳鉄や真鍮の鋳物が多く、活字の鋳造と共通する知識と経験が役立った。また、小菅修船場での経営に当たって、本局と経理を分離して独立採算制としたことにより、経営の採算性が明確になった。立神ドック掘削工事では、失業者救済のための人事管理を経験し、多種多様の素人集団を一つに纏めて工事を実行した。さらに、上海美華書館の活字・印刷機械の外部販売による積極経営や印刷見本広告による活字の販売方法などを参考にしたと見られる。
(6)平野富次郎の改革の成果
本木昌造の活字製造事業を引受け、徹底的な改革を実行して、わずか2ヶ月後には課題を解決して、高品質の活字を安定して製造できるようになった。また、不良品の発生が激減したことにより、活字の製造コストも大幅に低減した。その時期については、平野富次郎の大阪出張準備の記録から判断できる。
少し後のことになるが、明治5年(1872)2月になって本木昌造は『新塾餘談 初編一』を刊行して、その緒言の中で「近ごろ、私の製造する活字がようやく完成した」旨を述べている。さらに、その巻末に「口上」として、崎陽 新塾活字製造所の広告を掲載して、各号ごとの印刷見本と1字当たりの代価を示している。
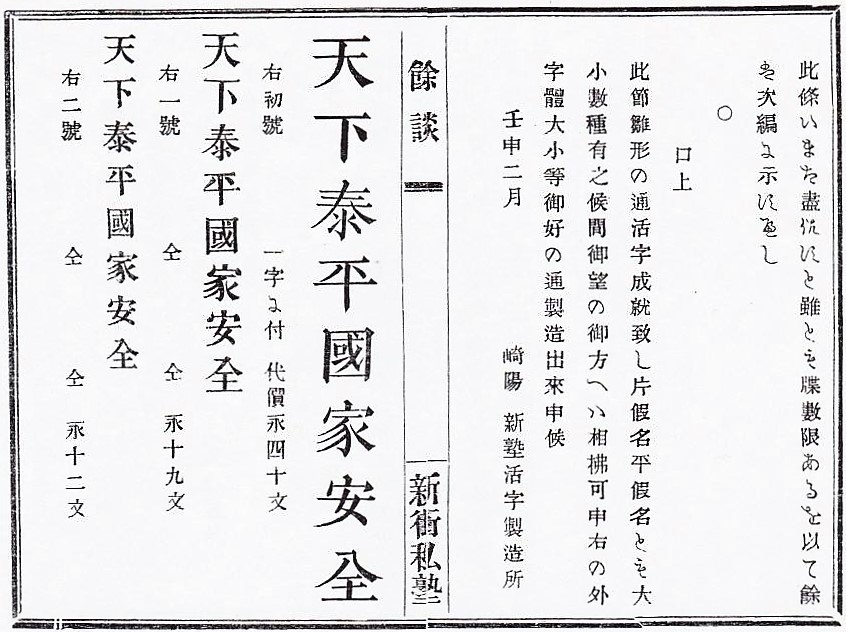
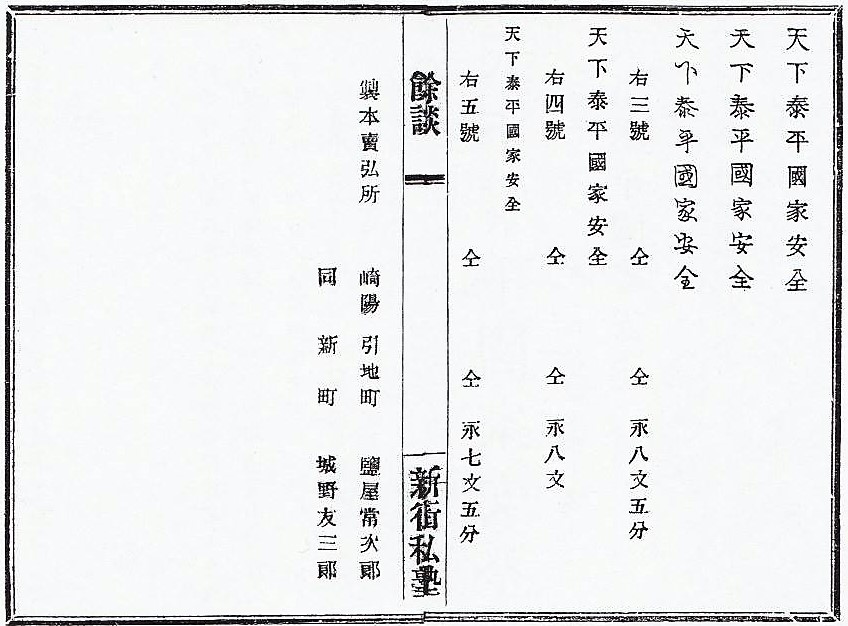 図20-4 新塾活字製造所の活字広告
図20-4 新塾活字製造所の活字広告
《『新塾餘談 初編一』、新町活版所、明治5年2月》
活字のサイズ毎に「天下泰平国家安康」の印刷見本を示している。
美華書館の広告と比較すると、
活字サイズとしては、初号を追加し、六号がない。
書体は、三号に清朝風と和洋行書体を追加している。
また、価格は重量当たりではなく、1個当たりとしている。
この広告は、上海美華書館の広告を見習った可能性がある。
「口上」として掲示された文章を現代文に書き換えると、次のようになる。
「この度、印字見本の通り活字が完成しました。漢字のみならず、カタカナ・ひらがな共大小数種があるので、お望みの方にはお譲りすることができます。その外に、字体や大小など、お好みの通り製造できます。」
初号については、本木昌造が明治3年(1870)に印刷発行した教科書『単語篇 上』で、初号と二号の活字を用いている。この広告と共通して用いられている「天」と「平」を比較すると、同じ活字母型で鋳造されたことが分かる。しかし、『単語篇』では鋳造欠陥のある活字が含まれている。
なお、参考に記すと、広告にある価格の「永」表示は、金貨を基準とした永銭勘定と呼ばれ、江戸時代から金貨は4進法で1両=4分=16朱と呼称するが、これを10進法である銅銭の単位を用いて、1両=1貫文=1,000文=10,000分で呼称することを示す。金貨と銅銭の交換比率は相場によって変動した。明治4年(1871)5月の新貨条例により、純金の重さに基づき1両=1円=100銭=1,000厘=10,000毛となった。
(7)関連する課題への対応
平野富次郎は、改革の成果が出始めたことを確認して、明治4年(1871)9月中旬に大阪に出張し、次いで、東京まで足を延ばし、同年11月1日に長崎に帰着している。
伝記では、「11月に活字若干を携えて東京に上り、」とあるが、平野富次郎の「金銀銭出納帳」(平野家所蔵、現在は所在不明)の記録により時期を訂正した。出張目的は、伝記では東京での活字販売を試みたことしか述べていないが、当時、本木昌造が大阪、横浜、東京で抱えていた諸課題から類推すると、早期決着を要する別の目的があったことが分かる。
大阪における本木昌造の当時の課題については、本シリーズの「五代友厚と大阪活版所」(2018年8月)で詳述した。また、横浜では、陽其二を派遣して横浜活版所からわが国最初の日刊新聞を発行したが、鉛活字の供給が停滞して、木活字で対応していたこと、東京では、神田佐久間町前の大学東校構内に御用活版所を設立して活字の納入要請を受けていたこと、芝神明前の書肆仲間と活版所設立計画をしていたことについては、本シリーズの「本木昌造の活版事業」で述べた。
平野富次郎は、完成した活字若干を見本として携えて、横浜と東京で販売を試みた。その際、印刷見本も持参したと見られる。
横浜では、陽其二を通じて神奈川県御用掛となっていた柴田昌吉(本木昌造の末弟)を紹介してもらい、同地に設立された日就社から刊行予定の『不音挿図 英和字彙』の序文印刷用として活字を買ってもらった。
東京では、芝神明前の書肆仲間を訪れたとき、岡田吉兵衛を通じて太政官左院から活字数万個の注文を受けた。岡田吉兵衛は、本木昌造が文久2年(1862)に崎陽點林堂主人として『秘事新書』を整版で出版したときの取り扱い書肆の一つである和泉屋吉兵衛のことと見られる。
続いて、神田佐久間町前の大学東校構内に御用活版所を設立する際に、大学御用達の蔵田屋清右衛門から活字の注文を受けた。蔵田屋清右衛門は大学東校にあったスタンホープ式印刷機を借り受け、ドイツ活字を輸入して『独和会話篇』(明治5年刊)を印刷している。
このように、東京の各所で活字の販売を行い、合計2,000円余りの注文を得たという。本木昌造の抱えていた課題も解決し、活字販売の見通しも立って、大きな成果を得て東京を発つ直前に東京で撮影した、丁髷を結い旅姿の平野富次郎の肖像写真が平野家に残されている。
途中、大阪に立ち寄って、活字の原料となるアンチモニーを購入し、長崎に戻った。
この平野富次郎の東京出張と入れ替えに、明治4年(1871)11月22日、工部省は東京赤坂溜池葵町に勧工寮活字局を開設した。長崎新聞局活字一課の設備と人員をここに移転させ、官報の活版印刷を目的とした活字製造を開始した。
この頃が、まさに活版印刷の黎明期と云える。文明開化の代表的な利器の一つと言える活版印刷も、その価値を認められて需要が拡大するためには、更なる努力が必要であった。
2018年9月30日 稿了